Understanding mooring rope abrasion

Wilhelmsen insights
|
Thomas Caradec, Product Management and Planning Director Mooring Solution

Rope abrasion is a major risk in mooring operations. Recent data shows that rope degradation due to abrasion is one of the most common issues in vessel inspections, leading to frequent mooring line failures. Between 2023-2025, RightShip reported 15,000 mooring deficiencies, with close to 2,700 findings tied to line condition.
From a safety perspective, mooring line failures are severe events with little tolerance. Over the past decade, industry has recorded more than 540 incidents, many causing injury, vessel damage, or downtime. Abrasion is rarely the only factor, but it consistently weakens lines and raises the risk of sudden failure.
From a commercial and vetting standpoint, abrasion is no longer seen as just a maintenance issue. Vetting now considers performance trends, not single inspections. Repeated issues with rope condition, fairleads, winches, or inspections can significantly affect a vessel’s vetting profile and its appeal for terminals and charters.
The data highlights that abrasion risk is primarily a system issue, influenced by equipment condition, rope choice, operational habits, and inspection standards—not solely crew actions. Maintaining mooring fittings and avoiding rope-on-rope contact are essential.
Operators who improve performance focus on maintaining hardware, managing wear zones, tracking rope rotation and retirement, and leveraging digital inspection plans. New image-based tools help standardize inspections, but responsibility still lies with the crew.
Why mooring rope abrasion matters
External abrasion is the gradual wear of rope fibres caused by repeated contact with external surfaces such as fairleads, rollers, winches, Panama chocks, and deck fittings. As outer fibres degrade, the rope’s residual strength reduces, often going unnoticed until damage becomes severe.
The consequences are well known:
- Safety risk: Abraded ropes may part unexpectedly under load, exposing crew to snap‑back and impact hazards.
- Operational disruption: Line failures can halt cargo operations, delay port stays, or lead to emergency re‑mooring.
- Higher lifecycle cost: Premature rope retirement increases procurement and logistics costs.
- Environmental impact: Accelerated wear increases plastic particles release into the marine environment and shortens product lifetimes.
These risks are not theoretical. Over the past decade, more than 540 mooring line incidents have been recorded by RightShip, many involving serious injury, vessel damage, or operational downtime. Mooring may be routine, but when failures occur, the consequences are often severe.
What inspection and vetting data reveals
Recent inspection and feedback data highlights how frequently abrasion‑related issues are encountered in daily operations.
Between October 2023 and October 2025, over 15,000 mooring‑related findings were recorded across more than 8,000 vessel inspections conducted by RightShip. Within the inspection framework, the most common mooring finding concerned the condition and compliance of mooring lines and tails, with close to 2,700 recorded findings during this period alone.
Terminal feedback paints a similar picture. Over the same two‑year period, terminals worldwide submitted 445 reports highlighting mooring deficiencies, including 158 mooring line parting incidents.
While not every line parting is caused solely by abrasion, inspection and feedback data consistently shows that poor rope condition, wear, and degradation are common contributing factors that are often identified before failure but not addressed in time. Importantly, vetting assessments do not focus on isolated events, but on patterns of performance. Recurrent abrasion‑related findings can significantly influence a vessel’s vetting outcome and terminal acceptance.
The mechanics of rope abrasion and heat damage
Abrasion rarely occurs in isolation. In real operations, it is frequently accompanied by heat damage, and both mechanisms share the same root causes.
Three factors dominate:
- Surface Condition and Friction
Corroded, rough, or poorly maintained fittings dramatically increase the coefficient of friction between rope and steel. Rust, sharp edges, and pitting accelerate fibre damage with every movement.
Inspection data shows that deficiencies related to fairleads, rollers, pedestals, and winches remain among the most frequently reported mooring findings, reinforcing the direct link between hardware condition and rope abrasion.
- Movement and Contact Pressure
Mooring lines are dynamic systems. Vessel movement due to wind, swell, tide, or passing traffic causes continuous movement at contact points. Higher line tension and contact pressure accelerate abrasion.
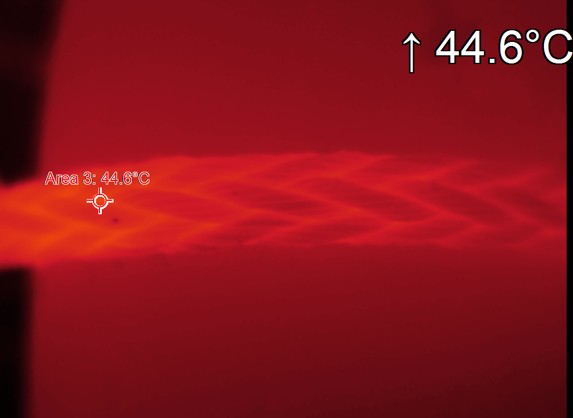
- Heat Generation and Thermal Conductivity
Friction generates heat. Steel fittings dissipate heat effectively, but only when the rope is in direct contact with (painted) metal. Introducing insulating layers such as rubber mats, plastic inserts, or discarded ropes reduces heat dissipation, creating local hot spots that can weaken fibres, particularly in heat‑sensitive materials such as HMPE.
 |
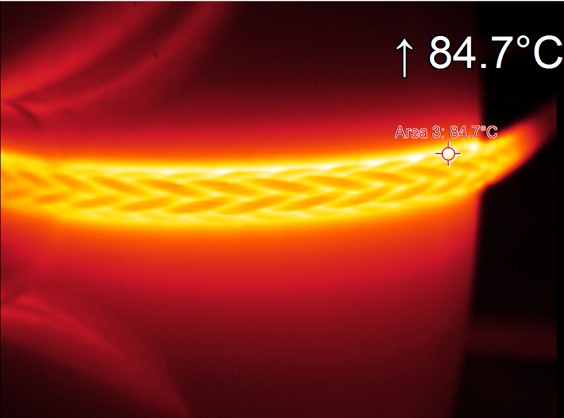 |
Fig 1.Temperature from cycling. Rope against fairlead (left) / Rope against fairlead with plastic insert (right)
Testing has shown that adding static layers between rope and fitting can significantly increase the temperature of the rope under cyclic loading, even at moderate loads.
Engineered chafe guards fitted tightly around mooring ropes ensure friction and heat affect only the chafe guard's outer layer, protecting the rope from damage.
Common practices that accelerate mooring rope wear
Many abrasion‑related failures originate from well‑intentioned but counter‑productive practices.
- Rope‑on‑rope contact, often caused by poor routing or congestion at fairleads, creates multiple abrasion points and accelerates fibre damage.
- Improvised protection, such as wrapping discarded ropes around fittings, increases friction and traps heat rather than reducing damage.
- Poor surface preparation, where paint is applied over rust without proper grinding, allows corrosion to continue beneath coatings, quickly returning fittings to an abrasive condition.

Fig 2.Examples of bad mooring rope practice: rope-on-rope contact and improvised chafe protection
Inspection findings show that a significant proportion of mooring deficiencies are classified under equipment (“plant”) and process, rather than crew behaviour alone, underlining that abrasion is fundamentally a system issue, not simply a human one.
Preventing mooring rope abrasion: Best Practice
Effective abrasion control starts with fundamentals.
- Proper maintenance of mooring equipment, including grinding fittings back to bare metal, correct priming and painting1, and ensuring rollers rotate freely.
- Correct use of purpose‑designed chafe protection, fitted tightly around the rope so friction and heat occur between the chafe guard and hardware, not between rope and insulation.
- Wear zone management, particularly for vessels trading repeatedly to the same ports. End‑for‑ending, cropping and re‑splicing, and controlled rotation help distribute wear and extend rope service life.

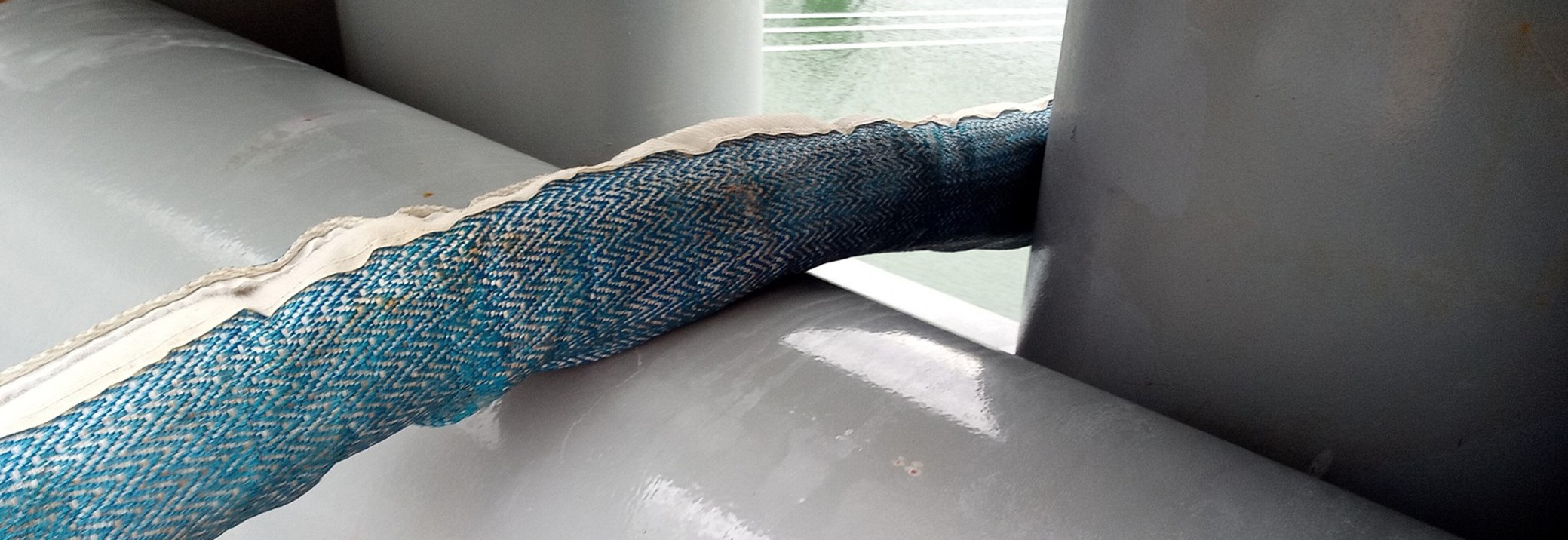

Fig 3.Examples of best mooring rope practice: proper maintenance and correct use of chafe protection
When properly documented and manufacturer‑approved, these practices are accepted within vetting frameworks and can materially reduce recurring findings.
Line Management Plans: From compliance to risk control
Line Management Plans (LMPs) have evolved from administrative documents into operational risk‑control tools. LMP can be used to identify early signs of abrasion damage and take the necessary corrective actions. Modern LMPs allow operators to:
- track rope age, service history, and mooring hours,
- plan and record inspections and findings,
- manage wear zones and end‑for‑ending,
- apply clear retirement criteria.
Digital LMP platforms add consistency and transparency — particularly valuable given that inspection data shows repeated findings linked to inconsistent inspection quality and record‑keeping.
Wilhelmsen’s Line Management Plan (LMP) is designed to make regulatory compliance practical and operationally valuable. It provides a complete overview of mooring lines, certificates, inspection history, and retirement criteria, while simplifying audits and vetting preparation.
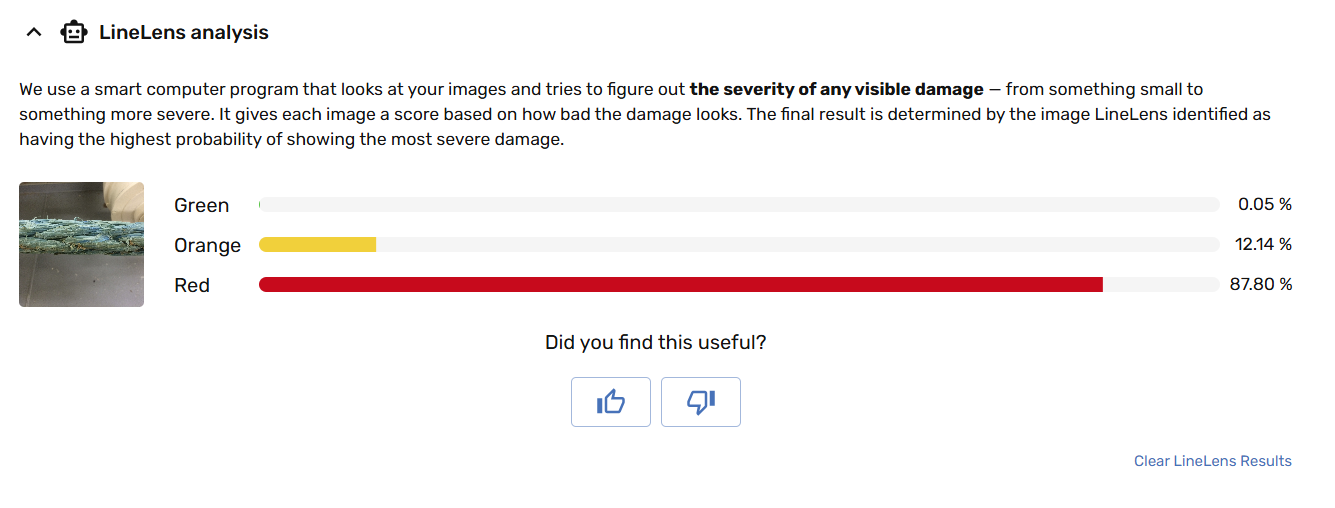
Fig 4.Rope abrasion assessment from LineLens
To further reduce subjectivity in inspections, Wilhelmsen introduced LineLens, an AI‑supported image‑based inspection module integrated into LMP™. LineLens uses digital vision technology to assess external abrasion severity from rope images, providing a consistent second opinion to support crew judgement. While responsibility always remains with the operator, LineLens helps improve consistency across vessels and crews.
Designing mooring ropes for abrasion resistance
Operational discipline alone cannot eliminate abrasion risk. Rope design itself plays a critical role.
Modern rope development programmes focus on material selection, construction parameters, compactness, and strand interaction — balancing abrasion resistance with strength, fatigue performance, and handling. Extensive laboratory testing, including hundreds of thousands of abrasion cycles and full‑scale break load tests, are key to developing newer rope generations.
By investing in advanced test equipment, Wilhelmsen Ships Service has continuously evolved its Timm Master range of ropes over the past decade, resulting in step‑changes in abrasion resistance that translate directly into longer service life in real operations, particularly when combined with good maintenance and wear‑zone management.
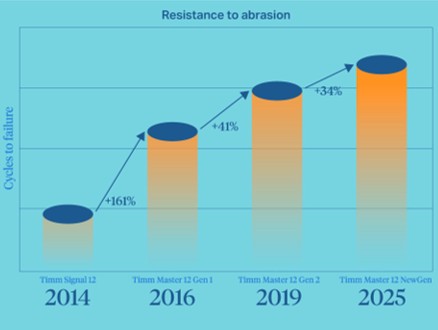
Fig 5.Evolution of the resistance to abrasion of Timm Master ropes
Responsible Retirement and Circularity
Even well‑managed ropes eventually reach end of life. Industry initiatives increasingly focus on reuse, recycling, and collection schemes - such as Wilhelmsen’s Re-Rope program - to support circular material flows.
Re‑Rope supports the final step in responsible mooring management. Once a rope is retired from operation, Wilhelmsen’s circular take‑back program ensures it is collected, processed, and repurposed through certified channels, avoiding landfill and providing transparent documentation for ESG reporting. By integrating rope retirement with structured collection and recycling, Re‑Rope helps operators close the loop on mooring rope lifecycles without adding operational burden.
Key Takeaways for Operators and Owners
- Abrasion remains the most common damage mechanism observed on mooring ropes.
- Recent inspection and terminal data show it is a leading contributor to vetting findings and line‑parting incidents.
- Poor practices often accelerate damage despite good intentions.
- Maintenance of fittings is as critical as rope inspection.
- Digital tools and improved rope design help, but systematic management and crew awareness remain decisive.
Reducing rope abrasion is not about a single product or procedure. It is about treating mooring as a system, where hardware, rope, operations, and people work together. At Wilhelmsen, we see the strongest results when mooring is managed with the same discipline as any other critical shipboard system — with clear standards, repeatable practices, and evidence‑based decisions.
Abrasion is preventable, but only when operators address the full chain: well‑maintained fittings, the right line for the duty, disciplined mooring practices, consistent inspections, and data driven decisions. When those elements come together, operators reduce safety exposure, extend rope service life, and strengthen vetting performance, without adding operational complexity.
Explore the Timm Master ropes